Laserhärten – Energieeffizient. Präzise. Hart.
Laserhärten
Energieeffizient. Präzise. Hart.
Mit dem Laserhärten bietet Gerster ein effizientes und präzises Instrument zur Wärmebehandlung für neue und kosteneffiziente Möglichkeiten.
Vorteile Laserhärten
- Energieeffizient
Laserhärten ist 100 × energieeffizienter als Durchhärten. Zum Abschrecken wird anstelle von Wasser, Öl, Salz- oder Polymerlösung nur Luft benötigt. - Prozess- und kostenoptimiert
Durch reduzierte Mass- und Formänderung, weniger Schritte und Schnittstellen und deutlich reduzierte Maschinenstunden. - Kürzere Durchlaufzeiten
Schnellere DLZ, flexibler im Angebot, somit auch kleinere Losgrössen möglich.
Downloads


Nachhaltig aus Tradition.
Seit Jahrzehnten setzen wir uns aus Überzeugung für eine hohe Energieeffizienz ein. Die Härterei Gerster ist ein verlässlicher Partner – unabhängig von möglicher Energiemangellage. Der Stromverbrauch für die Laserhärteanlage wird durch eigene PV-Anlagen gesichert.
So viele Bauteile* kann man mit der Energie folgender alltäglicher Handlungen Laserhärten.
| 2 Mal Smartphone laden | 1 Bauteil |
| Frühstück für 2 (Toast, Kaffee, 1 Ei) | 25 Bauteile |
| 1 Kuchen backen | 60 Bauteile |
| Zur Arbeit hinfahren (1 Weg: 20km) | 500 Bauteile |
* Musterbauteil 0,4 kg, Anwendungsbereich Automobil, Energiebedarf zum Härten 0,02 kWh
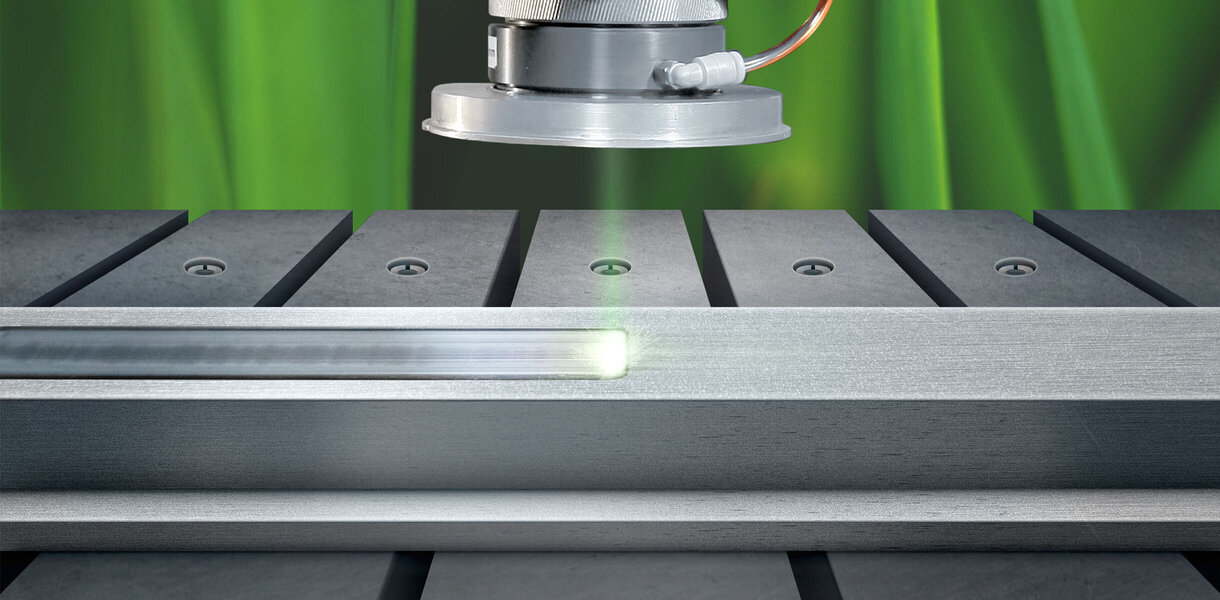
Präzise in jeder Hinsicht.
Punktgenau
Wenn Härte in einem definierten Bereich erforderlich ist, aber nicht auf dem Rest des Bauteiles, kann der Laser seine Vorteile optimal ausspielen. Mit einer Wiederholgenauigkeit von 0,1 mm werden 3D Konturen abgefahren und gehärtet. Nebenprozesse wie Abdecken oder lokal Anlassen werden vermieden.
Mass- und Formtreu
Durch Laserhärten reduzieren sich die Quellen von Mass- und Formänderungen: Weniger eingebrachte Energie bedeutet auch weniger thermische Spannungen, die durch das lokale Härten entstehen. Die Umwandlung des Gefüges findet nur bis ca. 1 mm Tiefe statt. Dadurch ist auch das unvermeidbare Wachstum der gehärteten Zone sehr gering.
Die langjährige Erfahrung von Gerster zeigt, dass sich die Mass- und Formänderungen beim Laserhärten oft in einem unkritischen Bereich bewegen oder so reproduzierbar sind, dass ein prozesssicheres Vorhalten der nicht vermeidbaren Formänderungen möglich wird.
Beratend
Mit dem passenden Werkstoff und ggf. Operationsfolge lassen sich die gewünschten Eigenschaften (Oberflächenhärte u. a.) realisieren. Gerster begleitet Kunden gerne bei der Werkstoffwahl, der Konstruktion und auch bei der Optimierung des Herstellprozesses.
Wie geht’s weiter?
Nehmen Sie Kontakt mit uns auf für Anfragen und Informationen zum Laserhärten.
Gerne kümmere ich mich um Ihr Anliegen
Kontaktieren Sie mich bitte jederzeit, wenn Sie Fragen haben.

Viktor Berger
Senior Kundenberater - Anfragen und Zufriedenheit